Understanding CMM Accuracy Statements

Since 1994, the ISO 10360 “Acceptance and re-verification Tests for Coordinate Measuring Machines” has been in force. This standard describes the procedures to verify the performance of Coordinate Measuring Machines (CMM’s). Before purchasing a CMM, it’s crucial to get familiar with the basics of this standard. You can find out more about this ISO standard and CMM performance testing in our infographic below.
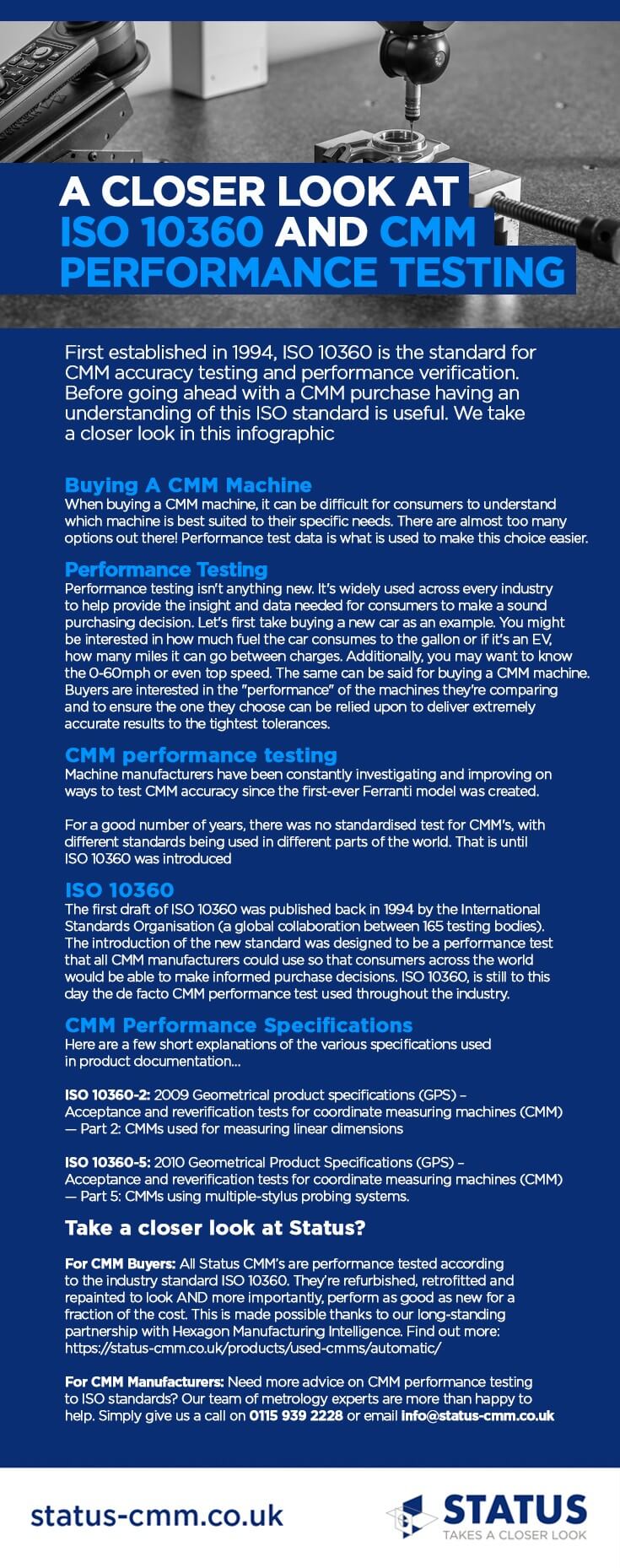
Now, we’re going to take a closer look at CMM performance testing and how to understand the various accuracy statements…
Examples
ISO specification tests and manufacturer specs that often come following this testing can be difficult to understand. They use a range of symbols and abbreviations. To help with the understanding of these statements, we want to show a couple of different examples that you’ll likely encounter when purchasing a new or used CMM machine.
A typical ISO 10360 spec for a standard bridge style CMM:
|
Specifications according to ISO 10360-2:2009 [E0 /E150 , PFTU , R0 , THP (μm); L(mm); τ (s)]
| |||||
|
Probe Configuration Tactile |
18 + 22 oC
|
R0 MPL
| |||
|
Accuracy (MPE) | |||||
|
CMM Model Eg XYZ CMM |
1)E0/E150
|
PFTU |
THP/τ
| ||
|
Probe Type Eg. HH-A-/HP-T or PH10-TP20 |
3.0 + L/333 |
2.7 |
– |
2.7 | |
A standard manufacturer’s CMM accuracy specification for a new or used machine:
| Specifications according to ISO 10360-2:2009, ISO 10360-5:2010 and ISO 10360-4:2000 [E0 /E150 , PFTU , R0 , THP (μm); L(mm); τ (s)] | |||||
| Probe Configuration Tactile | 18 + 22 oC | R0 MPL | |||
| Accuracy (MPE) | |||||
| CMM Model Eg GLOBAL Classic | 1)E0/E150 | PFTU | THP/τ | ||
| Probe Type Eg. HP-S-X1C or PH10-SP25 | 2.2 + L/300 | 2.2 | 3.9/68 | 2.2 | |

You’ll note in both of the above examples that a range of symbols and abbreviations are used. Again, this makes it complex to realise how accurate and reliable the machine you’re considering will be.
A Closer Look at the Symbols and Abbreviations
In ISO 10360-2: 2009 the terminology now used is that of calibrated test length. Bidirectional measurements can make use of a gauge block, step gauge, ball bar or laser interferometer as long as the probing directions are opposite at either end of the calibrated test length. Uni-directional measurements may be made as long as they are supplemented by bi-directional measurements. Suitable calibrated test lengths can be obtained from step gauges, ball bars, laser interferometers with uni-directional probing and laser interferometers without contact probing.
Let’s take a closer look at what the most commonly used symbols and word abbreviations mean…
Symbols and abbreviations used in ISO 10360 and historical versions:
| Meaning | 2009 | 2001 | 1995 | ||
| Length measurement error | EL | E | L | ||
| Repeatability range of the length of measurement error | R0 | – | – | ||
| Maximum permissible error of length measurement | EL, MPE | MPEE | E | ||
| Maximum permissible limit of the repeatability range | R0, MPL | – | – | ||
| Single stylus form error | PFTU | P | rmax-1min | ||
| Maximum permissible single stylus form error | PFTU, MPE | MPEp | R | ||
Alternative symbols that may feature in product documentation:
| Symbol | Alternative | ||
| EL | EL | ||
| R0 | R0 | ||
| EL, MPE | MPE(EL) | ||
| R0, MPL | MPL(R0) | ||
To put this more in perspective, here are further use examples of them:
- E0 length measurement error with minimum offset (small as practicable).
- E0, MPE maximum permissible error of length measurement with minimal offset.
- E150, MPE maximum permissible error of length measurement with ram axis stylus tip offset of 150 mm
Furthermore, as above, EL could be written as E0 or E150. The corresponding maximum permissible error would be E0, MPE and E150, MPE. Although the standard uses the above symbols it is accepted that they may not be suitable for product documentation and this is where the alternatives are used.
Whilst the ISO 10360 also uses the terms MPEE, MPEP, MPETHP etc., in CMM metrology, the specifications are colloquially referred to as just E, P, THP…
Additional abbreviations that aren’t included in the above tables but that you’ll definitely come across are:
- PFTU. This is the range of all radii.
- THP. This means scanning on a Predefined path, collecting a High density of points. It defines the measuring error of the CMM for Form Measurements – Straightness, Flatness, Roundness, Cylindricity, Free Form Tolerances when the CMM is used in scanning mode
Ask The Metrology Experts
If you’d like further advice and information on ISO 10360 performance testing, CMM accuracy statements, symbols and more then feel free to give us a call on 0115 939 2228 or email info@status-cmm.co.uk
We’re a full-service metrology solutions provider, delivering specialist inspection solutions that utilise industry-leading hardware and software, capable of super high tolerance inspection work for higher precision, better accuracy and more consistency.
Our Proud Partners


 +44 (0) 1159 392 228
+44 (0) 1159 392 228
